
Recover cleaner and solvent
Essay on sustainability
Introduction
When cleaning production plants, containers and tools, etc., organic, flammable and increasingly aqueous solvents are used. After cleaning, these are heavily soiled and usually have to be disposed of at high cost. OFRU Recycling is dedicated to this problem and manufactures systems with which contaminated cleaning liquids can be reprocessed in the company's own facilities. The advantage of the own treatment is that purchase, disposal and storage costs can be considerably reduced. The economic efficiency of such a purchase is to be considered in the following.
Cleaning with solvents
The classical use of solvents is as a thinner for paints and after the processing of paints. For example, synthetic resin or universal thinners containing xylene, toluene, benzines, esters and alcohols as solvents. In addition to their good solubility, their essential properties are their evaporation rate and flash point, the latter for safety reasons.
For the cleaning of production plants, pipes and containers practically the same solvents are used. However, there is an increasing tendency to use solvents which either have a high flash point or consist mainly of water. In some industries such a use/conversion is already prescribed. Here is the thinking in particular of the avoidance of the inflammation and of the reduction of emissions when dealing with cleaners.
What to consider when cleaning?
Mostly used for cleaning production equipment, containers, barrels, etc. Ex-protected washing systems are used. These systems process the solvent in a cycle. In order to ensure that the surfaces are cleaned quickly and thoroughly, the cleaning thinner must be as unused as possible.
solvents can only dissolve a certain amount of a paint residue. This is called "exhaustion", which means that the dirt is no longer removed but only distributed. This leads to poor washing results and an unsatisfactory washing performance.
It is therefore desirable to always use fresh cleaning liquids. For cost reasons, however, the renewal of the solvents is postponed for as long as possible. Modern processing techniques, which separate solvents from paints or resins, for example, with a very high recovery rate, show that there is another way.
Previous disposal options
What has happened so far with the contaminated solvents? Practically, there have been three possibilities so far
A.) Proper destruction is specified in the Waste Disposal Act. Only waste disposers approved by the authorities may be commissioned. In Germany, the costs are approx. 0.50 EUR/litre or even more if small quantities are involved. Destruction is usually carried out by incineration. The costs are essentially dependent on the calorific value and H2O content.
B.) It often happens that the supplier agrees to take back the contaminated solvents in exchange for the purchase of new solvents. The disadvantage here is dependence on the supplier. Nevertheless, high amounts flow thereby into the disposal and one does not escape the trend of rising solvent prices. Experience shows that a comparison with "your own processing" pays off.
C.) Larger quantities of solvent are given to service companies, i.e. contract distillers. The solvent is processed and made available to the company again. Possible disadvantages: Uncertainty of the constant solvent quality and the unsatisfactory recovery rate. The recovery rate for own processing is significantly higher.
Cleaning of contaminated solvents
As mentioned above, the soiling is dissolved in the solvents. In the paint processing industry, the proportion of paint in the cleaning solution is up to 30%. Cleaning by simple filtration or membrane technology is usually not possible.
Even if the solids content exceeds 50% by far, the most effective process is the distillation process to separate all solids from the liquid. OFRU Recycling has accordingly been manufacturing plants for over 20 years with which organic and aqueous solvents can be recovered in the distillation process. The recovered solvents are clean and clear and can be reused for cleaning processes.
Advantages of your own preparation Reduction of purchase and disposal costs by more than 90%Recycling of precious solvents with high yieldsIndependence on contractors who process solventsCertain that their own solvents are available again in the same quality.Always fresh solvents available. Treatment technology for contaminated solvents
Contaminated solvents (organic or aqueous) can be treated by evaporation and subsequent condensation. OFRU offers a wide range of distillation plants for this purpose. Depending on the requirements, units are used with which 2 to 2000 litres per hour can be processed. Ideally, these units are used in combination with existing washing systems.
The contaminated cleaning agent is first filled into the evaporator bubble either by hand, pump or vacuum. The jacket of the evaporator bubble contains a heat transfer medium which warms the contaminated liquid. This can be designed as steam, heating water or thermal oil heating. When the boiling temperature is reached, the solvent begins to evaporate. The vapours flow through a condenser where they are liquefied and escape as a clean, clear, reusable solvent.
The dirt remains in the evaporator bubble, which can easily be drained of liquid due to its still high temperature. If, on the other hand, the solids are dry "evaporated", the use of distillation bags is recommended. These are inserted into the evaporator vessel before distillation, contain the dirty solution and can simply be lifted out of the plant after distillation. No more time-consuming cleaning work with spatulas etc.. After solidification of the residues, collection in old containers is recommended. Often a proper destruction via a normal landfill is then possible.
Reuse of the purified solvent
The solvent can be reused for purification as it occurs after distillation. When used repeatedly, the mixture may lose "sharpness" because low boilers evaporate over time. Experience has shown that in order to achieve the original quality, it is sufficient to compensate for the losses caused by fresh products or to add esters such as ethyl acetate.
Significant Factors in Cost Accounting
For the evaluation of the acquisition of a recovery plant, essential influencing factors must be collected:
- What quantities are purchased at what price?
- What happens to the dirty goods?
- Are there costs for destruction or removal or is the dirty goods collected free of charge from the supplier? The latter certainly only if you commit yourself for a longer period of time.
- How large is the necessary storage space?
- What are the requirements for the storage of new and contaminated solvents?
- The following points are of importance with regard to the planned own reprocessing: Energy expenditure to evaporate the solvent (approx. 15 kW/h for 100 l)
- Condensation by water or air cooling?
- Personnel expenditure for occasional control and cleaning (max. ½ h/ 100 l)
- Destruction of distillation residues (price/ton)
- Amortization period
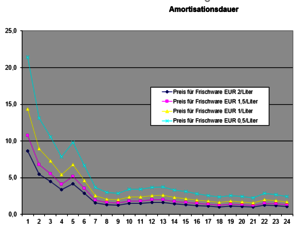
Experience shows that the amortization of distillation plants for solvent recovery is max. 3 years, regardless of the plant size. There are applications where you have already paid for the purchase within a few months. This depends in particular on the respective disposal costs and the solvent purchase price. Even with small quantities, a purchase can be worthwhile.
The following graph shows the payback period as a function of the amount of dirt and the solvent purchase price. The respective acquisition value and disposal costs of EUR 0.65 per litre of dirt solution were included. Depending on the plant used, different depreciations are possible. The number of months can vary depending on the system configuration (purchase price).
Conditions for the installation
Small systems are not subject to approval in Germany, but are only subject to notification. Responsibilities vary in the individual regions; for the most part, only the trade supervisory authority needs to be notified. The plants are manufactured in an explosion-protected manner. Thus also flammable solvents can be distilled. They are installed in an explosion- and fire-protected zone or can also be installed outdoors under a roof.
End word
The own treatment of dirty cleaning liquids usually pays off in the short to medium term. Particularly in combination with existing washing and cleaning systems, there are many advantages of using a treatment system to keep disposal and purchasing costs low. Having fresh solvents available every day is no longer a luxury and can be achieved at low cost through your own recycling system.
Our sales team will be happy to provide you with further information.
Phone: +49 6023 50422-0 or sales (at ) ofru dot com