
ASC-1500 100 kW
Functional description of the solvent recovery and recycling systems
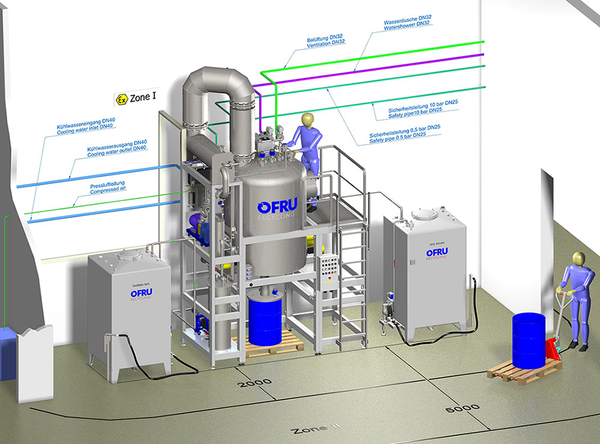
The ASC-1500 100 kW is an extremely comfortable solvent recovery and solvent Recycling system from the professional ASC series. It has a modern integrated steam heating.
Heating of solvent recovery and recycling systems ASC-1500
A special feature of the solvent recovery and recycling systems are the conical stainless steel distillation vessel or boiler, in which the shell surface is heated with steam. The solvent recovery and recycling systems heating steam in the double jacket transfers the heat extremely quickly to the solvent. At the same time, high distillation performance is achieved with a small boiler volume.
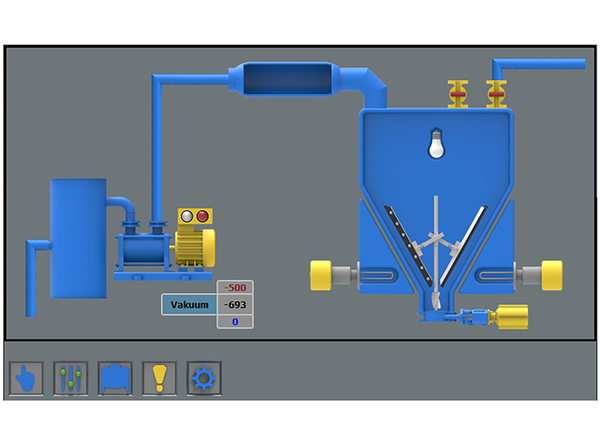
The ASC solvent recovery and recycling systems have a clever design. Only one electrical connection is required for the integrated steam heating of the solvent recovery and recycling systems. A high performance liquid ring vacuum pump in the plant conveys the dirt into the solvent recovery and recycling systems and guarantees continuous 24 hour operation. During automatic distillation in the distillation plants, the evaporated amount of solvent is automatically replenished by the addition of dirt into the solvent recovery and recycling systems. This automatic continuous distillation mode can be set by timer.
Solvent recovery and recycling systems safety function:
If the dirt tank of the customer contains no more solvent, the solvent recovery and recycling systems receive a signal and automatically switches to "sump distillation". The continuous filling into the solvent recovery and recycling systems is stopped and the amount of solvent still present in the solvent recovery and recycling systems boiler is evaporated until the dirt becomes a thick concentrate. The solvent recovery and recycling systems then switches off and is ready for manual or fully automatic emptying.
The distilled or purified solvent flows continuously from the solvent recovery and recycling systems into the customer's on-site tank.
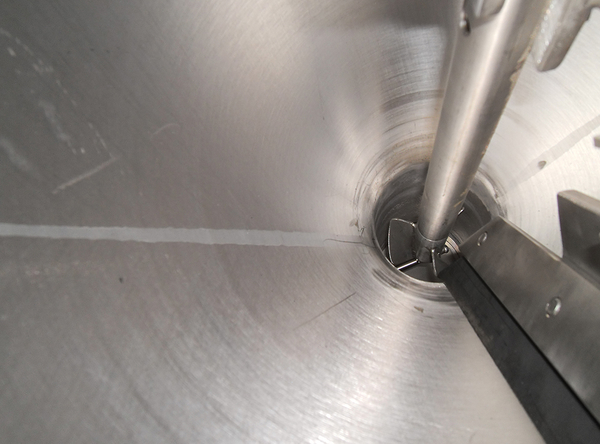
Perfect scraper system in ASC-1500 solvent recovery and recycling systems. Advanced german distillation technology
A further feature of the ASC solvent recovery and recycling systems is a slow-running scraper agitator with automatically adjusting doctor blade made of PTFE. This unique doctor blade (scraper) system has been further developed over 30 years and is now used in our solvent recovery and recycling systems for its robustness and cleaning efficiency. Two strong scrapers made of PTFE optimally clean the conical evaporator vessel in the solvent recovery and recycling systems and do not have to be readjusted. The doctor blades or scrapers clean the boiler wall over the entire filling area and not only at the boiler bottom like other solvent recovery and recycling systems.
The contact pressure on the steep walls is optimal and large enough to prevent the build-up of deposits in solvent recovery and recycling systems.
Flexible process in solvent recovery and recycling systems and adaptation to customer requirements:
The entire solvent distillation process for the solvent recovery and recycling systems is controlled by a SIEMENS SPS S7 1200. If the local requirements of the customer change due to tanks, pumps or processes, the Siemens control system can be reprogrammed at any time and adapted to customer requirements for the solvent recovery and recycling systems integration. And this in national language bps. Chinese, Russian etc.! OFRU solvent recovery and recycling systems are multi-language ready.
Discharging the distillation residues in ASC solvent recovery and recycling systems:
The viscous solvent residues in the solvent recovery and recycling systems are emptied by gravity via a slide valve at the lowest point of the conically round boiler. The solvent recovery and recycling systems can then be automatically refilled with contaminated solvent. A new continuous distillation process of solvents begins.
Typical solvents to be recycled in solvent recovery and recycling systems:
- Ethanol
- Paint, Lacquer, Coatings desolver
- Methylene Chloride
- Isopropyl Alcohol
- N-Butanol
- N-Propanole
- Buthyl Acetate
- Methanol
- MEK
- MIBK
- White Spirit
- Printing plate developer
- Xylene
- Benzene
- Petroleum
- Kerosene
- Toluene
More solvents for solvent recovery and solvent recycling systems are listed here







| Technical data | ASC-1500 100 kW kW with Vacuum |
| Boiler tank volume | 1500 l |
| Constant filling volume, level controlled | ~ 800 l |
| Distillation capacity approx. | 200-550 l/hr* |
| Heating up time approx. | 0.5 hr* |
| Heating temperature | Max. 180 °C |
| Vacuum abs. | max. 50 mbar |
| Voltage | 380-410 V / 50 Hz / 3 Ph + N |
| Power consumption steam heating | 100 kW |
| Power consumption vacuum unit | 3,6 kW stainless steel |
| Compressed air consumption approx. | 6 bar, Max. 50 l/min. |
| Required effective cooling capacity approx. | 80 kW |
| Cooling water consumption (8-12° C) approx. | 8.0 m³/hr |
| Width x depth x height approx. | 3.05 x 1.95 x 4.50 (always depending on configuration and changes) |
| Weight approx. | ~ 5,000 kg |
- All parts in contact with the product are almost exclusively made of stainless steel
- Automatic and continuous filling with contaminated solvents
- Level level is kept constant, thus largely constant distillation performance
- Conical stainless steel distillation vessel: Simple and complete emptying of the boiler by gravity and scraper insert.
- Perfect scraper system: scraper scrapes off the inside wall of the boiler, no readjustment necessary. Optimum tank cleaning guaranteed
- Modern steam heating integrated: Solvent heats up much faster than with thermal oil systems, No oil change more necessary = saves maintenance costs, no more encrusted heating elements, always constant heating output, no oil sludge in the system, no more boiler corrosion due to humidity in the thermal oil jacket
- Water cooling: Optimum condensation of the solvent vapours even at high ambient temperatures
- Switch cabinet IP54, with digital SIEMENS control S7 1200
- Switch cabinet with SIEMENS HMI colour TFT comfort panel with touch operation and process overview
- Automatic mode
- Auto-Stop: If dirty barrel or storage tank is empty, if temperature errors occur, if there is no water in the double jacket, if there is no cooling water available
- Constructed according to the latest European directives: Operational safety at a high level